Above Ground
Atmospheric — Atmospheric pressure tanks are designed and equipped for storage of contents at atmospheric pressure. This category usually employs tanks of vertical cylindrical configuration that range in size from small shop welded to large field erected tanks. Bolted tanks, and occasionally rectangular welded tanks, are also used for atmospheric storage service.
Low Pressure (0 to 2.5 psig) — Low pressure tanks are normally used in applications for storage of intermediates and products that require an internal gas pressure from close to atmospheric up to a gas pressure of 2.5 psig. The shape is generally cylindrical with flat or dished bottoms and sloped or domed roofs. Low pressure storage tanks are usually of welded design. However, bolted tanks are often used for operating pressures near atmospheric. Many refrigerated storage tanks operate at approximately 0.5 psig.
Medium Pressure (2.5 to 15 psig) — Medium pressure tanks are normally used for the storage of higher volatility intermediates and products that cannot be stored in low pressure tanks. The shape may be cylindrical with flat or dished bottoms and sloped or domed roofs. Medium pressure tanks are usually of welded design. Welded spheres may also be used, particularly for pressures at or near 15 psig.
High Pressure (Above 15 psig) — High pressure tanks are generally used for storage of refined products or fractionated components at pressure above 15 psig. Tanks are of welded design and may be of cylindrical or spherical configuration.
Underground:
Gas processing industry liquids may be stored in underground, conventionally mined or solution mined caverns. No known standard procedures are available for this type storage; however, there are many publications and books covering the subject in detail.

WORKING PRESSURES
A design working pressure can be determined to prevent breathing, and thereby save standing storage losses. However, this should not be used in lieu of any environmental regulatory requirements regarding the design of storage tanks. The environmental regulatory requirements for the specific location should be consulted prior to the design of storage facilities. Generally there are regulatory requirements specifying the type of storage tank to be used, based on the storage tank capacity and the vapor pressure of the product being stored. In addition there are usually specific design requirements, for example in the type of seals to be used in a floating roof tank. The working pressure required to prevent breathing losses depends upon the vapor pressure of the product, the temperature variations of the liquid surface and the vapor space, and the setting of the vacuum vent.

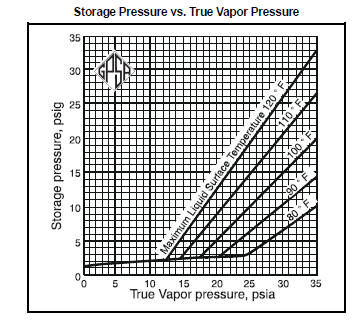
Above fig is presented as a general guide to storage pressures for gasolines of various volatilities in uninsulated tanks , using the following assumptions:
· Minimum liquid surface temperature is 10°F less than the maximum liquid surface temperature.
· Maximum vapor space temperature is 40°F greater than the maximum liquid surface temperature.
· Minimum vapor space temperature is 15°F less than the maximum liquid surface temperature.
· Stable ambient conditions (ambient temp. 100°F).
These temperature variations are far greater than would be experienced from normal night to day changes. Therefore, the lower, nearly horizontal line, which shows a required storage pressure of 2.5 psig for the less volatile gasolines is conservative and allows a wide operating margin.
Maximum liquid surface temperatures vary from 85 to 115°F. Sufficient accuracy will generally result from the assumption that it is 10°F higher than the maximum temperature of the body of the liquid in a tank at that location. Example — To illustrate the use of above Fig., suppose a 24 psia true vapor pressure (TVP) natural gasoline is to be stored where the liquid surface temperature may reach a maximum of 100°F. A vertical line extended upward from the 24 psia mark at the bottom of the chart intersects the 100°F line at 9.3 psig. The design pressure of the tank should be a minimum of 10.23 psig (9.3 psig + 10%).
Fig. given below can be used as follows:
· As quick reference to determine true vapor pressures of typical LPGs, natural gasolines, and motor fuel components at various temperatures.
· To estimate the operating pressure of a storage tank necessary to maintain the stored fluid in a liquid state at various temperatures.
· For converting from true vapor pressure to Reid Vapor Pressure (RVP).
· For simple evaluation of refrigerated storage versus ambient temperature storage for LPGs.

Example — Determine the TVP of a 12 psi RVP gasoline. In addition, estimate the design pressure of a tank needed to store this same 12 RVP gasoline at a maximum temperature of 120°F. Using Fig. 6-4, a vertical line is extended upwards from the 100°F mark (100°F is used as the reference point for determining RVP) at the bottom of the chart to the intersection of the 12 psi RVP line, read true vapor pressure of 13.2 psia. A vertical line is also extended from the 120°F mark to intersect the 12 RVP gasoline line. Now going horizontal, the true vapor pressure axis is crossed at approximately 18.1 psia. The storage tank should therefore be designed to operate at 18.1 psia (3.4 psig) or above. The design pressure of the tank should be a minimum of 10% above the operating gauge pressure
or approximately 18.5 psia.
TYPES OF STORAGE
Above Ground
For operating pressures above 15 psig, design and fabrication are governed by the ASME Code, Section VIII.
Spheres — Spherical shaped storage tanks these are generally used for storing products at pressures above 5 psig.
Spheroids — A spheroidal tank is essentially spherical in shape except that it is somewhat flattened. Hemispheroidal tanks have cylindrical shells with curved roofs and bottoms. Noded spheroidal tanks are generally used in the larger sizes and have internal ties and supports to keep shell stresses low. These tanks are generally used for storing products above 5 psig.
Horizontal Cylindrical Tanks — The working pressure of these tanks (Fig. 6-7) can be from 15 psig to 1000 psig, or greater. These tanks often have hemispherical heads.
Fixed Roof — Fixed roofs are permanently attached to the tank shell.Welded tanks of 500 barrel capacity and larger may be provided with a frangible roof (designed for safety release of the welded deck to shell joint in the event excess internal pressure occurs), in which case the design pressure shall not exceed the equivalent pressure of the dead weight of the roof, including rafters, if external.
Floating Roof — Storage tanks may be furnished with floating roofs (Fig. 6-8) whereby the tank roof floats upon the stored contents. This type of tank is primarily used for storage near atmospheric pressure. Floating roofs are designed to move vertically within the tank shell in order to provide a constant minimum void between the surface of the stored product and the roof. Floating roofs are designed to provide a constant seal between the periphery of the floating roof and the tank shell. They can be fabricated in a type that is exposed to the weather or a type that is under a fixed roof. Internal floating roof tanks with an external fixed roof are used in areas of heavy snowfalls since accumulations of snow or water on the floating roof affect the operating buoyancy. These can be installed in existing tanks as well as new tanks. Both floating roofs and internal floating roofs are utilized to reduce vapor losses and aid in conservation of stored fluids.

Bolted—Bolted tanks are designed and furnished as segmental elements which are assembled on location to provide complete vertical, cylindrical, above ground, closed and open top steel storage tanks. Standard API bolted tanks are available in nominal capacities of 100 to 10,000 barrels, designed for approximately atmospheric internal pressures. Bolted tanks offer the advantage of being easily transported to desired locations and erected by hand. To meet changing requirements for capacity of storage, bolted tanks can be easily dismantled and re-erected at new locations.
Flat-Sided Tanks— Although cylindrical shaped tanks may be structurally best for tank construction, rectangular tanks occasionally are preferred. When space is limited, such as offshore, requirements favor flat-sided tank construction because several cells of flat-sided tanks can be easily fabricated and arranged in less space than other types of tanks. Flat sided or rectangular tanks are normally used for atmospheric type storage.1
Lined Ponds2 — Ponds are used for disposal, evaporation, or storage of liquids. Environmental considerations may preclude the use of lined ponds for the storage of more volatile or toxic fluids. Linings are used to prevent storage liquid losses, seepage into the ground, and possible ground water contamination. Clay, wood, concrete, asphalt, and metal linings have been used for many years. More recently, a class of impervious lining materials has been developed that utilize flexible synthetic membranes. Commonly used lining materials are polyvinyl chloride, natural rubber, butyl rubber, and Hypalon®. Polyethylene, nylons, and neoprenes are used to a lesser extent. Some of the most important qualities of a suitable liner are:
· High tensile strength and flexibility.
· Good weather ability.
· Immunity to bacterial and fungus attack.
· Specific gravity greater than 1.0
· Resistance to ultraviolet-light attack.
· Absence of all imperfections and physical defects.
· Easily repaired.
Leak detection sometimes must be built into the pond system, especially where toxic wastes or pollutants are to be stored. Types of leak-detection systems that are commonly used are underbed (French) drainage system, ground resistively measurement, and monitor wells, and any combination thereof.
Pit Storage — Pit storage is similar to pond storage but is only used on an emergency basis. The use of this type of storage is limited by local, state, and federal regulations.
Underground:
Underground storage is most advantageous when large volumes are to be stored. Underground storage is especially advantageous for high vapor pressure products.
Types of underground storage are:
(1) caverns constructed in salt by solution mining or conventional mining. (2) caverns constructed in nonporous rock by conventional mining. (3) caverns developed by conversion of depleted coal, limestone, or salt mines to storage.
Refrigerated Storage
The decision to use refrigerated storage in lieu of pressurized storage is generally a function of the volume of the liquid to be stored, the fill rate, the physical and thermodynamic properties of the liquid to be stored, and the capital investment and operating expenses of each type of system.
The parameters involved in selecting the optimum refrigerated storage facility are:
· Quantity and quality of product to be stored.
· Fill rate, temperature, and pressure of incoming stream.
· Shipping conditions for the product.
· Composition of the product.
· Cooling media (air, water, etc.) available.
· Availability and cost of utilities.
The proper choice of storage and the proper integration of the storage facility with the refrigeration facilities are important to overall economy in the initial investment and operating costs. Fig given as under provides some general guidelines to use when selecting a storage system for propane.

When using refrigerated storage, the liquid to be stored is normally chilled to its bubble point temperature at atmospheric pressure. Refrigerated storage tanks normally operate at an internal pressure between 0.5 and 2.0 psig. In some cases, pressurized-refrigerated storage is attractive. In this type of refrigerated storage, the product to be stored is chilled to a temperature that allows it to be stored at a pressure somewhere between atmospheric pressure and its vapor pressure at ambient temperature. Refrigeration requirements normally include the following basic functions:
· Cooling the fill stream to storage temperature.
· Reliquefying product vaporized by heat leak into the system.
· Liquefying vapors displaced by the incoming liquid.
Other factors which should be considered are:
· Pump energy requirements
· Barometric pressure variations
· Product compositions
· Non-condensables
· Solar radiation effects
· Superheated products